- 0755-21675210
- acdrive@micno.com.cn

2021-08-09
The main motion of a CNC machine tool is the main shaft driving the rotation of the workpiece through the chuck or top, and the motor driving the gear box to drive and adjust the speed. In the machining process, it is necessary to often have different operating speed requirements for the rotation of the main shaft. The operator controls the opening and closing of the clutch through the multiple positions of the handle combination to obtain multiple combinations of gears, thereby obtaining multiple speeds. The operation is inconvenient and the amount of maintenance is relatively large. Practice has proved that the electromagnetic clutch used for speed control has a high damage rate. This characteristic of the main shaft drive of the original machine tool can no longer meet the needs of the rapid economic development for CNC machine tools. At present, it is more and more common and practical for CNC machine tools to be equipped with frequency converters to control the speed of the main shaft.
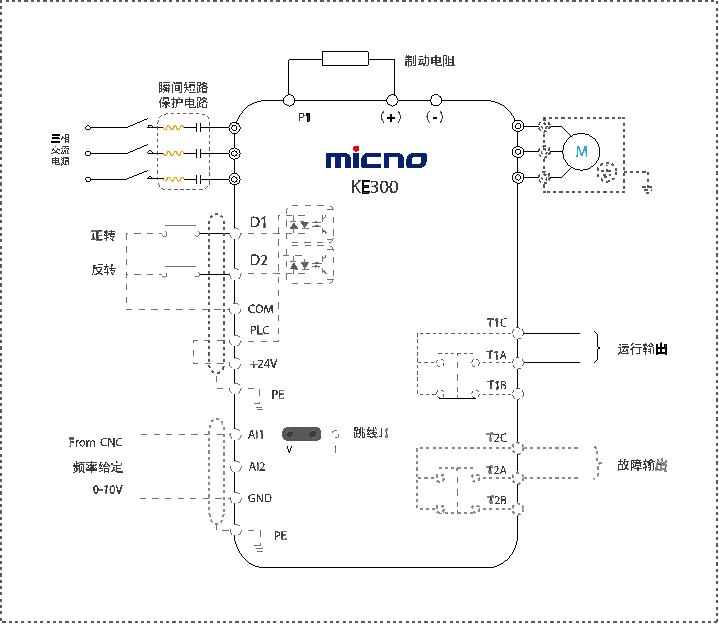
The entire electrical system is composed of CNC machine tools, frequency converters, time relays, and brake components. The wiring diagram is shown below:
(1) The AC power supply is connected to the power terminals (R, S, T) of the main circuit through a circuit breaker. The output terminals of frequency converters (U, V, W) are connected to the main shaft motor in the correct phase sequence. When the running command is inconsistent with the rotation direction of the motor, you can change the two-phase wiring in the three phases of U, V, W arbitrarily, or change the control circuit terminal FWD/REV.
(2) The frequency setting command is given by CNC in the form of 0-10V (or -10V~10V), and it is connected from the AI1 and GND of the frequency converter. The rotation and running control of the motor are determined by the state of the digital input port (DI) of frequency converter.
(3) When the digital terminal D1 is connected to the terminal COM, the terminal D1 is at a high level, and the motor rotates forward; when the digital terminal D2 is connected to the terminal COM, the terminal D2 is at a high level, and the motor reverses; When the digital terminals D1 and D2 are not connected to the terminal COM, the terminals D1 and D2 are both at a low level, and the motor stops. The connection or disconnection between terminal D1 and terminal COM, and the connection or disconnection between terminal D2 and terminal COM are controlled by two pairs of relay contacts. These two relays can be controlled by the command of main shaft rotating forward or reversing sent by the CNC system. At the same time, the two digital output ports of the frequency converter are respectively set as: TIA and TIC (function setting: running output); T2A and T2C (function setting: fault output).
(1) The range of frequency conversion speed control of main shaft is very wide. KE300A open loop vector frequency converter can realize stepless speed control in the range of 0-300Hz, which can fully meet the requirements of main shaft on speed control range.
(2) The use of frequency converter for CNC machine tools can simplify the original complicated mechanical transmission mechanisms such as gear boxes, which is simple to operate and easy to maintain.
(3) The frequency converter can provide 150% load torque capacity at a low frequency, which meets the requirements of the machine tool main shaft motor with hard mechanical characteristics, and can provide 150% overload protection (60s), so that the machine tool has a strong overload capacity at low speeds.
(4) The voltage and current analog input ports of the frequency converter, and the control signal of the CNC machine tool can be used well with the frequency converter.
(5) Greatly improving the machining accuracy and production efficiency of machine tools plays an important role in improving product quality, increasing output, reducing costs, increasing automation, and reducing maintenance.
 English
English  français
français  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt  ไทย
ไทย  中文
中文









 About MICNO
About MICNO  Applications
Applications 
 Construction Machinery
Construction Machinery
 Textile Machine
Textile Machine
 Company News
Company News 